










Паллетайзеры для мешков: эффективные решения 2026 года
2026-03-30
- Почему старые схемы паллетизации мешков в 2026 году ведут к прямым убыткам
- Как современные роботы-укладчики справляются с «живой» геометрией мягких мешков
- Сравнение производительности: где теряется время и деньги при выборе типа оборудования
- Интеграция с системой управления складом: почему изолированное оборудование больше не работает
- Типичные ошибки при закупке и монтаже: уроки из практики 2025–2026 годов
- Экономическая эффективность: когда окупается переход на новые технологии
- Перспективы развития: что ждет рынок паллетизации мешков в ближайшем будущем
- Часто задаваемые вопросы (FAQ)
Почему старые схемы паллетизации мешков в 2026 году ведут к прямым убыткам
Рынок логистики не прощает ошибок: устаревшие паллетайзеры для мешков сегодня становятся главным тормозом отгрузки, увеличивая простой и брак. Разбираем, как новые алгоритмы укладки и роботизированные ячейки 2026 года решают проблему деформации тары и спасают миллионы рублей на штрафах.
Ситуация на складах СНГ кардинально изменилась за последний квартал. Если еще год назад главной задачей было просто «сложить мешки», то сейчас требования ритейлеров и логистических операторов ужесточились до предела. Любой перекос ряда, даже на несколько миллиметров, приводит к отказу в приемке груза или, что хуже, к обрушению штабеля при транспортировке. Традиционные портальные машины, работающие по жестким циклограммам, просто не успевают адаптироваться под разнородный поток продукции.
Мы наблюдаем интересный тренд: производители удобрений и строительных смесей массово переходят на тонкостенные полипропиленовые мешки ради экономии на упаковке. Но именно эта «экономия» бьет по оборудованию. Мягкая тара ведет себя непредсказуемо — она скользит, пружинит и меняет геометрию при захвате. Старые манипуляторы с механическими клещами часто рвут клапаны или оставляют характерные вмятины, которые браковщиками воспринимаются как нарушение товарного вида.
Как современные роботы-укладчики справляются с «живой» геометрией мягких мешков
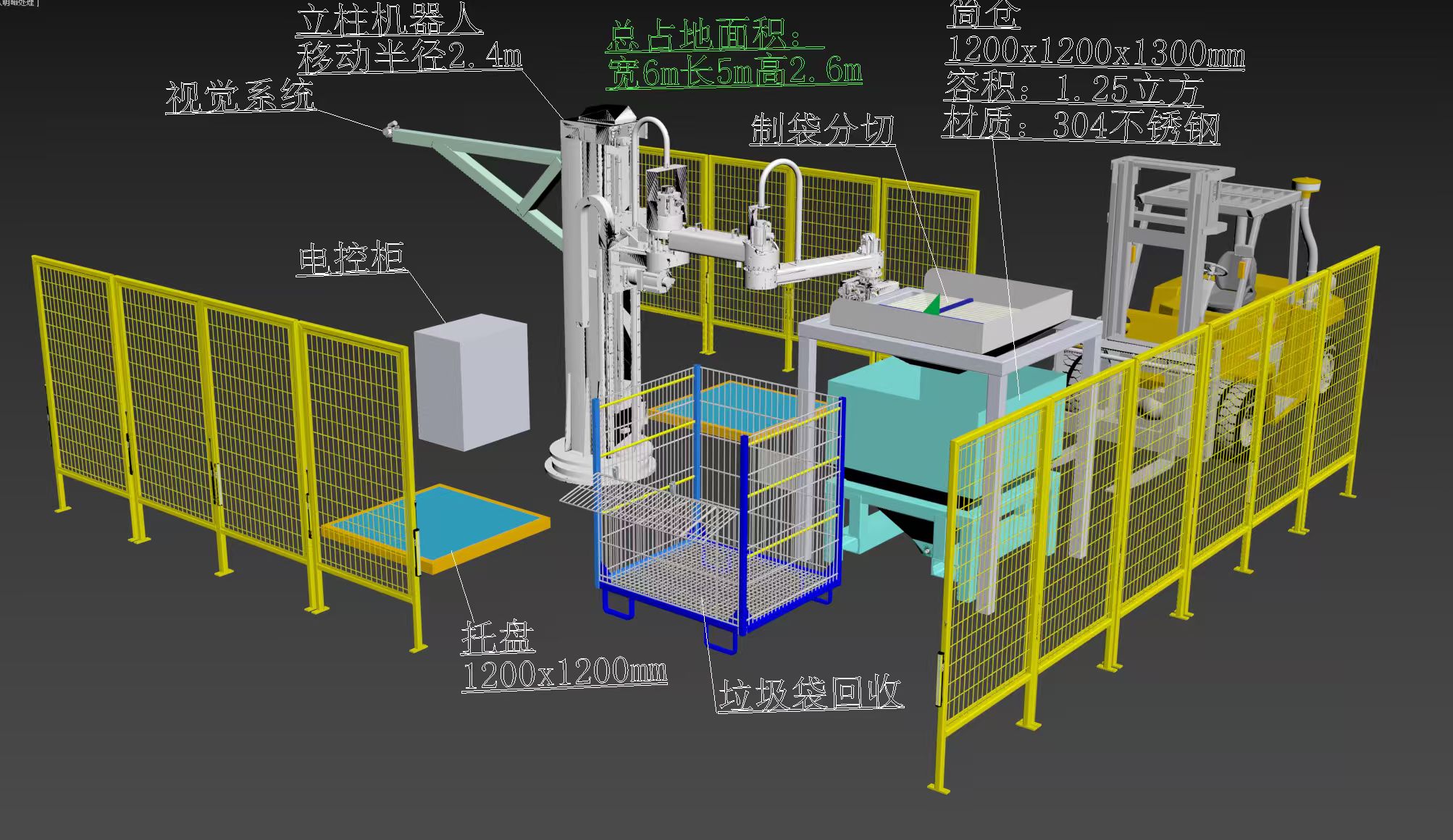
Ключевое отличие оборудования образца 2026 года — наличие адаптивных систем зрения и тактильной обратной связи. Больше нет слепого следования координатам. Камеры высокого разрешения сканируют каждый входящий мешок, определяя его фактический объем и степень наполненности еще до момента захвата.
Представьте ситуацию: линия фасовки выдает мешки с погрешностью веса ±2%. Для человека это незаметно, но для классического паллетайзера такой мешок либо не влезет в заданный контур, либо создаст пустоту. Новые контроллеры мгновенно пересчитывают траекторию укладки. Робот слегка сжимает мешок вакуумными присосками новой генерации или использует мягкие губки с регулируемым усилием, чтобы компенсировать разницу объемов.
Особое внимание инженеры уделили зоне формирования слоя. В современных моделях паллетайзеры для мешков оснащены активными выравнивателями, которые не просто сдвигают ряд, а «причесывают» его, устраняя воздушные подушки между единицами товара. Это критически важно для стабильности штабеля высотой более двух метров. Данные с датчиков давления показывают, что нагрузка распределяется равномерно, исключая риск выдавливания нижних рядов под весом верхних.
Именно такой комплексный подход — от дозирования сырья до финальной укладки на поддон — реализует компания ООО «Чжэнчжоу Юйхэн». Специализируясь на создании высокоточных автоматизированных линий, производитель предлагает решения, охватывающие весь технологический цикл: от бетонных смесительных установок и линий по производству органических удобрений до роботизированных укладчиков колонного и портального типа. Их оборудование, широко применяемое в химической, пищевой и горнодобывающей отраслях, разработано с учетом необходимости быстрой адаптации к различным сценариям производства, что позволяет избегать проблем с деформацией мягкой тары, характерных для устаревших систем.
Интересный кейс произошел на одном из заводов сухих строительных смесей в Подмосковье в феврале этого года. При переходе на новую линию с роботизированной ячейкой количество рекламаций по поводу поврежденных углов мешков упало до нуля. Ранее механические толкатели часто цепляли клапаны, особенно если мешок был переуплотнен на фасовочном автомате. Теперь система видит аномалию и либо корректирует угол подхода, либо отправляет сигнал на предыдущий участок для регулировки плотности набивки.
Сравнение производительности: где теряется время и деньги при выборе типа оборудования
Выбор между портальной схемой и роботизированным манипулятором часто становится камнем преткновения при модернизации линии. Давайте посмотрим на цифры, актуальные для весны 2026 года, без маркетинговой шелухи.
| Параметр сравнения | Классический портальный паллетайзер | Роботизированная ячейка (6 осей) | Гибридные решения 2026 |
|---|---|---|---|
| Максимальная скорость (циклов/мин) | 12–14 (стабильно) | До 20 (зависит от веса) | 15–18 |
| Гибкость переналадки под новый формат | 30–45 минут (замена захватов) | 2–3 минуты (смена программы) | 5–10 минут |
| Занимаемая площадь | Большая (требует зоны накопления) | Компактная (работает в ограниченном пространстве) | Средняя |
| Энергопотребление | Высокое (постоянная работа сервоприводов оси) | Оптимизированное (рекуперация энергии) | Среднее |
| Стоимость обслуживания в год | Низкая (простая механика) | Высокая (требует квалифицированных интеграторов) | Средняя |
Цифры говорят сами за себя, но дьявол кроется в деталях эксплуатации. Портальные машины все еще выигрывают там, где нужен монотонный режим работы 24/7 с одним типоразмером мешка. Например, на линиях производства цемента, где месяцами не меняется формат тары. Однако стоит запустить другую продукцию, как простая замена захватов превращается в часовую процедуру с участием механиков.
Роботы же демонстрируют чудеса универсальности. На выставке в Москве в начале марта один из вендоров показал работу ячейки, которая за одну смену упаковывала мешки по 25 кг, затем переключалась на биг-бэги по 1 тонне и завершала день укладкой мелкой фасовки по 5 кг. Все это без остановки линии, лишь за счет загрузки нового рецепта в панель оператора. Для дистрибьюторов, работающих с широким ассортиментом, такая гибкость становится единственным способом сохранить рентабельность.
Не стоит забывать и о человеческом факторе. Операторы часто жалуются на шум и вибрацию от старых портальных систем. Современные роботы работают тише, а их зона ограждения может быть выполнена из прозрачного поликарбоната, что улучшает визуальный контроль процесса без риска травматизма.
Интеграция с системой управления складом: почему изолированное оборудование больше не работает
В 2026 году изолированный станок — это анахронизм. Паллетайзеры для мешков должны быть полноценным узлом единой цифровой экосистемы предприятия. Протоколы обмена данными эволюционировали: если раньше хватало простого сигнала «готов к приему», то теперь требуется двусторонний обмен телеметрией в реальном времени.
Современные контроллеры передают в WMS (систему управления складом) не только факт завершения паллеты, но и её точные габариты, вес, номер партии и даже данные о качестве укладки. Это позволяет системе автоматически выбирать оптимальное место хранения. Например, если датчики показали повышенную влажность мешков или нестабильность ряда, система может запретить высотное хранение и направить паллету в зону досмотра или на отгрузку «первым рейсом».
Особенно актуальна эта функция для фармсектора и пищевой промышленности, где требования к прослеживаемости критичны. Ошибка в маркировке или пересортица на этапе паллетизации может стоить компании сертификата. Автоматическое нанесение этикеток прямо на сформированный слой или на готовый поддон, синхронизированное с базой данных, исключает ручной ввод и связанные с ним ошибки.
Мы видим растущий спрос на предиктивную аналитику. Оборудование само сообщает сервисной службе о износе компонентов. Подшипник оси начинает вибрировать иначе? Система заранее заказывает замену, предотвращая аварийную остановку линии в разгар отгрузки. Это уже не фантастика, а стандарт для ведущих производителей, чьи решения можно изучить подробнее на странице каталога промышленной робототехники.
Типичные ошибки при закупке и монтаже: уроки из практики 2025–2026 годов
Анализ обращений в сервисные центры за последний год выявил повторяющиеся проблемы, которые могли бы быть избежаны на этапе проектирования. Первая и самая частая ошибка — неверный расчет зоны безопасности. Инженеры часто ориентируются на габариты самого робота, забывая о радиусе действия инструмента и возможном вылете мешка при аварийной ситуации.
Второй момент — качество подготовки пола. Высокоскоростные роботы создают значительные динамические нагрузки. Если фундамент не рассчитан должным образом или есть перепады высот, со временем начинается расцентровка осей. Это приводит к ускоренному износу редукторов и сбоям в позиционировании. Требование к ровности пола для современных ячеек составляет не более 2 мм на 10 метров, что часто игнорируется при строительстве новых цехов.
Третья проблема — недооценка системы подачи поддонов. Многие заказчики экономят на магазинере поддонов, ставя простые конвейеры. В результате робот простаивает в ожидании следующей платформы, пока оператор вручную подкатывает поддон. Производительность всей линии падает на 15–20%, хотя сам робот способен работать быстрее. Комплексный подход, включающий автоматическую подачу, ориентацию и даже нанесение стрейч-пленки, дает реальный экономический эффект.
Также стоит упомянуть проблему совместимости мешков. Не все поставщики упаковки честны в указании коэффициента трения материала. Мешки с добавлением вторичного сырья могут вести себя совершенно иначе, чем заявлено в спецификации. Перед закупкой дорогостоящей линии настоятельно рекомендуется проводить тестовые прогоны с реальными образцами продукции заказчика, а не с идеальными лабораторными макетами.
Экономическая эффективность: когда окупается переход на новые технологии
Вопрос цены всегда стоит остро. Да, современные роботизированные комплексы дороже механических аналогов на старте. Однако расчет совокупной стоимости владения (TCO) за 5 лет часто показывает обратную картину. Снижение брака, отсутствие простоев на переналадку и экономия на фонде оплаты труда (один оператор обслуживает две-три линии вместо одной) быстро нивелируют первоначальную разницу.
В условиях дефицита квалифицированного персонала в РФ и странах СНГ автоматизация становится не просто желанием, а необходимостью. Найти хорошего наладчика механического паллетайзера сложно, а обучить оператора работе с сенсорной панелью робота можно за пару дней. Кроме того, новые модели потребляют меньше электроэнергии благодаря алгоритмам оптимизации движения и рекуперации энергии при торможении осей.
Страхование грузов также играет роль. Страховые компании начинают внедрять дифференцированные тарифы для предприятий, использующих сертифицированное оборудование с высоким уровнем контроля качества укладки. Меньше рисков повреждения груза в пути — ниже страховые взносы. Это скрытый, но ощутимый бонус модернизации.
Для тех, кто хочет оценить потенциальную выгоду для своего конкретного производства, полезно обратиться к калькуляторам эффективности на сайте производителя или проконсультироваться с интеграторами. Примеры успешных внедрений и технические детали представлены на главной странице нашего портала, где собраны кейсы из различных отраслей.
Перспективы развития: что ждет рынок паллетизации мешков в ближайшем будущем
Тренды 2026 года четко указывают на дальнейшую интеллектуализацию процессов. Искусственный интеллект начнет не просто фиксировать ошибки, но и самостоятельно предлагать оптимальные схемы укладки для новых, ранее не встречавшихся форматов мешков. Алгоритмы машинного обучения будут анализировать тысячи циклов и находить неочевидные зависимости между параметрами фасовки и стабильностью штабеля.
Еще одно направление — коллаборативные роботы (коботы). Пока они применяются редко из-за низкой скорости, но развитие сенсорики позволяет создавать гибридные ячейки, где человек и робот работают в одном пространстве без защитных ограждений. Это идеально для мелкосерийных производств, где полная автоматизация экономически нецелесообразна.
Экологичность тоже выходит на первый план. Производители стремятся использовать материалы с меньшим углеродным следом, а конструкции машин делаются более ремонтопригодными и модульными. Вместо замены всего узла меняется только вышедший из строя компонент, что снижает объем промышленных отходов.
Выбирая паллетайзеры для мешков сегодня, вы инвестируете не просто в станок, а в адаптивность вашего бизнеса на годы вперед. Технология, которая умеет учиться и подстраиваться под изменения рынка, станет вашим главным конкурентным преимуществом в эпоху нестабильности и быстрых трансформаций.
Часто задаваемые вопросы (FAQ)
- Какова реальная скорость работы современного паллетайзера для мешков по 25 кг?
В зависимости от конфигурации и веса, современные роботизированные ячейки обеспечивают от 10 до 18 циклов в минуту. Портальные системы обычно стабильно выдают 12–14 циклов, но требуют больше времени на переналадку. - Можно ли интегрировать старого паллетайзера в новую цифровую систему управления складом?
Частично возможно через установку дополнительных шлюзов и датчиков, но полноценная двусторонняя связь с телеметрией доступна только на оборудовании с современными контроллерами, поддерживающими актуальные промышленные протоколы (OPC UA, Profinet). - Насколько критична влажность помещения для работы роботизированной ячейки?
Стандартные исполнения работают при влажности до 80% без конденсата. Для агрессивных сред (например, производство удобрений) требуются версии с повышенной степенью защиты корпуса (IP65 и выше) и специальной обработкой компонентов от коррозии. - Что делать, если поставщик мешков постоянно меняет геометрию тары?
Использовать роботизированные решения с системой технического зрения. Они автоматически сканируют каждый мешок и корректируют программу укладки в реальном времени, компенсируя отклонения в размерах и форме. - Какой срок окупаемости у перехода с ручного труда на автоматическую паллетизацию?
При работе в две смены средний срок окупаемости составляет от 18 до 24 месяцев. Этот показатель зависит от стоимости рабочей силы в регионе, объема выпускаемой продукции и степени автоматизации смежных процессов (подача поддонов, обмотка).