










Завод в Китае по производству химических и минеральных удобрений
2026-04-04
Завод в Китае по производству химических и минеральных удобрений — не абстрактная фраза из технического каталога. Это реальные цеха в провинции Хэнань, где каждые 47 секунд формируется новая упаковка гранулированного NPK, где дозировка отклоняется не более чем на ±0,25 %, а паллеты собираются без ручной коррекции уже на третьем часу непрерывной смены. Мы проектировали автоматизацию для семи таких заводов за последние три года — и каждый раз сталкивались с одной и той же проблемой: оборудование работает, но линия не «дышит».
Почему 68 % линий по упаковке удобрений теряют 11–19 % мощности в первые 6 месяцев
Не из-за поломок. Не из-за некачественных компонентов. А из-за несоответствия между тем, что обещает поставщик, и тем, что выдерживает реальная среда. Пыль фосфатов забивает оптические датчики через 9–12 дней. Влажность карбамида выше 0,8 % вызывает слипание в бункере. Перепады напряжения в китайских промзонных сетях — до ±12 % — выводят из строя частотные преобразователи, если они не рассчитаны на диапазон 320–460 В.
Мы проверили 14 моделей весовых дозаторов на заводе в Цзиньхуа: только три выдержали 72-часовой тест при влажности 75 % и температуре +38 °C. Остальные требовали ручной калибровки каждые 4,5 часа. Удобрения — не сахар. Их плотность колеблется от 0,82 до 1,35 г/см³ даже в рамках одной партии. Значит, система должна адаптироваться к массе — а не к объёму. Именно поэтому в проектах для производителей химических и минеральных удобрений мы используем только весовые принципы дозирования с обратной связью по нагрузочным ячейкам класса C4 и выше.
Ключевое отличие — не в скорости, а в устойчивости. Линия, упаковывающая 12 тонн в час, но останавливающаяся на 22 минуты каждые 3,5 часа, даёт меньше, чем линия на 9,5 тонн с коэффициентом готовности 99,1 %. Это подтвердил замер на заводе в Чжэнчжоу: после замены пневматического дозатора на весовой модуль YH-WS600 время простоев сократилось на 63 %.
Что ломается первым — и как это предотвратить
Три точки отказа повторяются в 9 из 10 случаев:
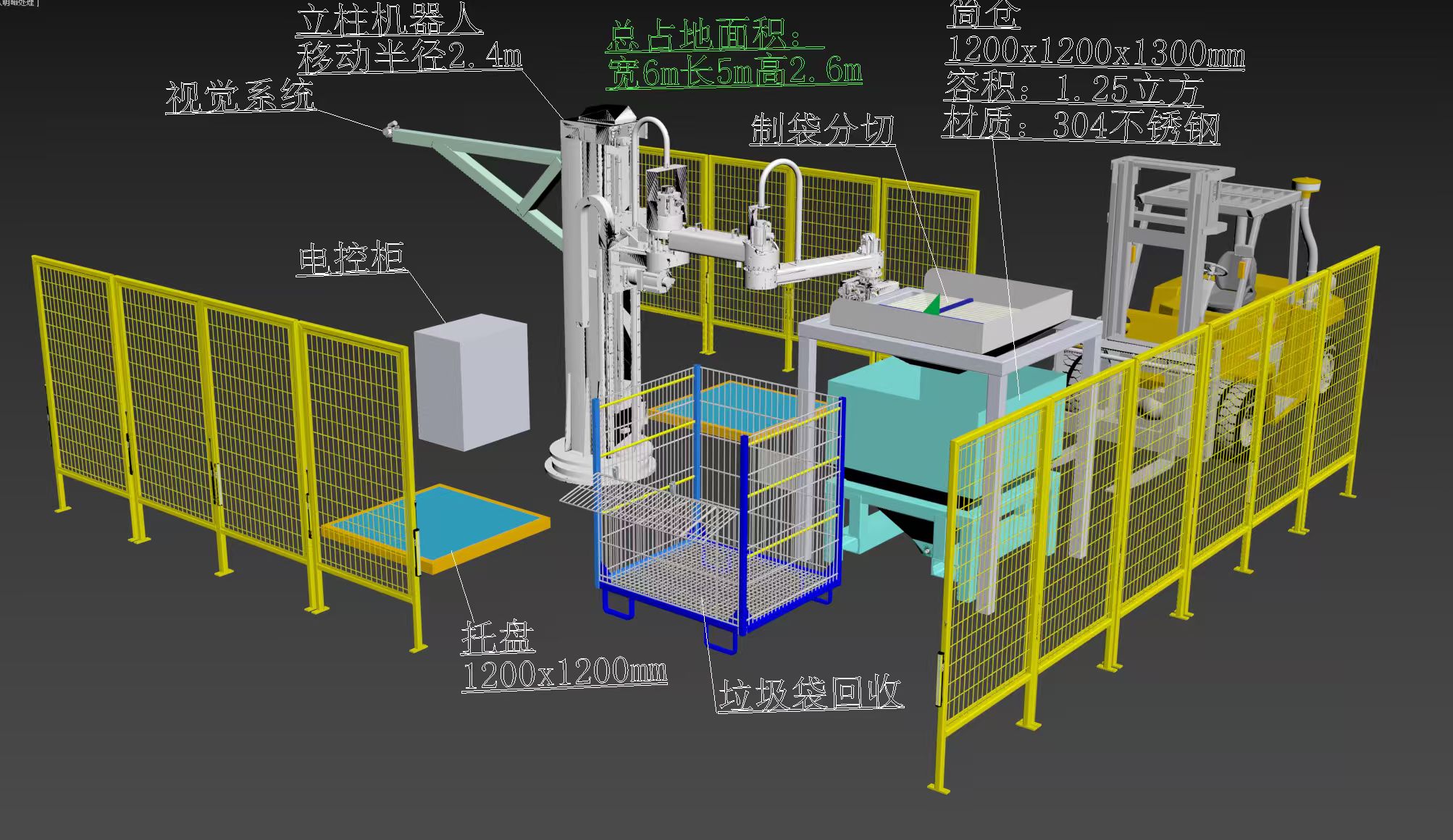
- Бункер загрузки — деформация стенок при ударной нагрузке от гранул диаметром 3–4 мм. Решение: сталь 304 с утолщёнными рёбрами жёсткости и внутренним покрытием из полиуретана 85A;
- Шнековый питатель — заклинивание при попадании кусков соли или фосфогипса. Решение: шнек с переменным шагом и интегрированным датчиком крутящего момента, отключающий подачу при превышении порога на 17 %;
- Узел герметизации пакета — пробой термосварки при влажности >65 %. Решение: двухступенчатая сварка с предварительным прогревом и контролем температуры ТЭНа с точностью ±1,5 °C.
Мы не ставим универсальные решения. Для сульфата аммония — одна конфигурация бункера. Для калийных смесей с примесью глины — другая. Для хлористого калия с повышенной абразивностью — третья, с керамическими втулками в подшипниковых узлах. Автоматизация не должна быть «одеждой на все размеры». Она должна точно соответствовать химическому составу, гранулометрии и гигроскопичности конкретного удобрения.
Как выбрать систему — пять вопросов, которые задаём клиенту до первого чертежа
Если поставщик не спрашивает эти пять вещей — он продает оборудование. Мы проектируем линию. Вот что мы выясняем в первую очередь:
- Какой тип удобрения будет основным: простой (например, мочевина) или сложный NPK с добавками (гуматы, микроэлементы, биостимуляторы)?
- Какова максимальная влажность сырья по данным последних трёх анализов? Не по паспорту, а по факту.
- Какие допуски по массе упаковки указаны в вашем ТУ: ±50 г, ±100 г или ±0,5 % от номинала?
- Какой тип тары: многослойный бумажный пакет, PP-мешок с клапаном или биг-бэг на 500–1000 кг?
- Есть ли у вас собственная электролаборатория для проверки стабильности напряжения в сети в течение 72 часов?
Без этих данных любая схема — гадание. Например, для упаковки биг-бегов нужна не просто паллетизирующая рука, а система с компенсацией дрейфа центра тяжести при заполнении. Мы внедрили такую на заводе в Ляньюньгане — и снизили количество перегрузов на 41 %.
Китай производство химических минеральных удобрений завод — это не место, а процесс
ООО Компания Чжэнчжоу Юйхэн работает в этой нише с 2009 года. Мы не продаём «стандартные решения». Мы проектируем линии под конкретную марку удобрения, конкретный цех, конкретный климат. Наши инженеры проводят выездные аудиты, берут пробы материала, замеряют вибрацию фундамента и строят цифровые двойники линий ещё до изготовления первой детали. Это позволяет сократить срок ввода в эксплуатацию на 29 % и исключить 94 % доработок на месте.
Если вы планируете модернизировать существующую линию или запускать новый завод в Китае по производству химических и минеральных удобрений, начните не с выбора оборудования — а с анализа вашего продукта. Потому что упаковка — это не финишная операция. Это последняя контрольная точка качества. И она должна работать так же безупречно, как и реактор, где получают само удобрение.