










Ключевые аспекты эксплуатации двухвесовых автоматических упаковочных весов
2025-10-08
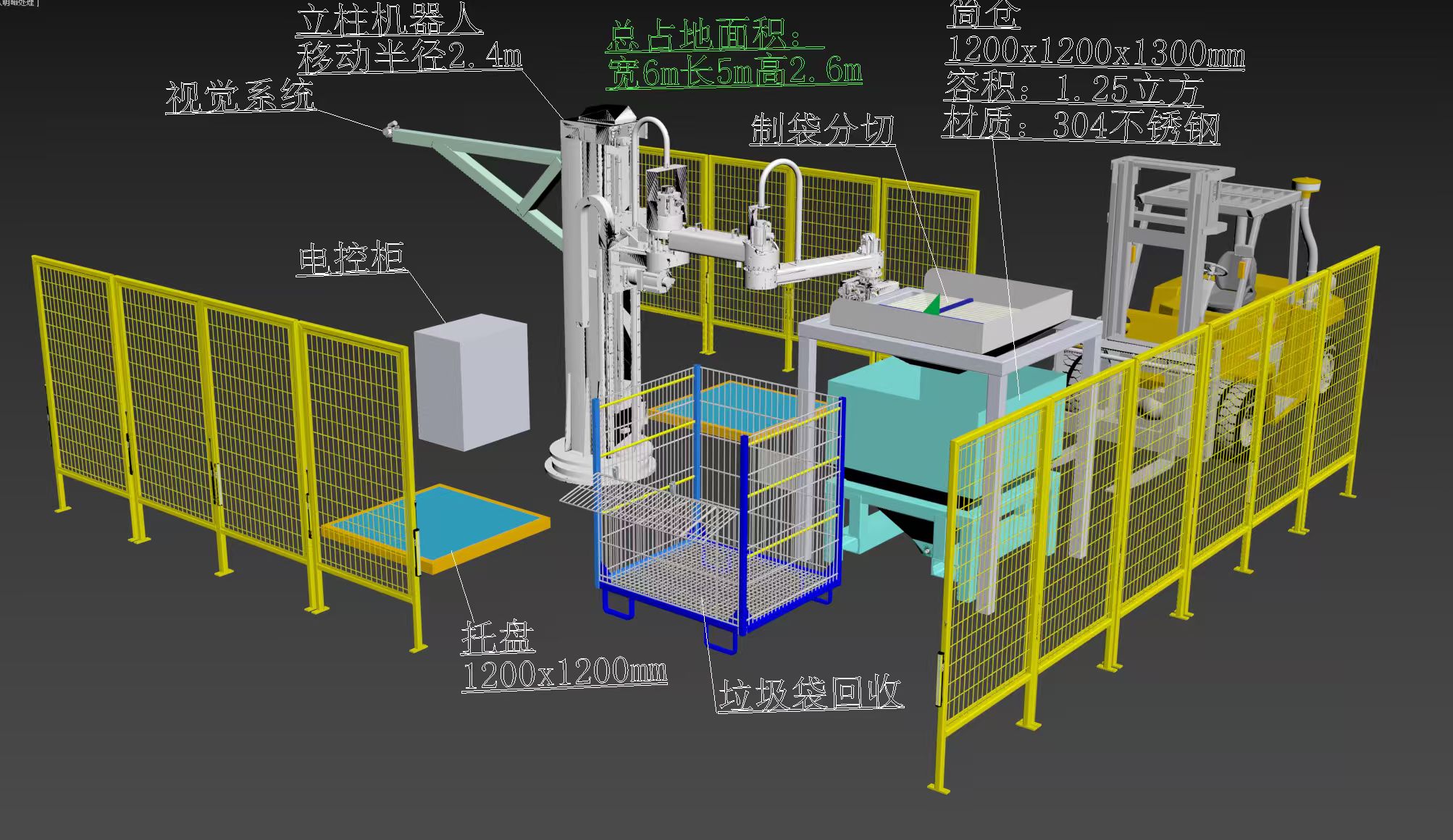
Двухвесовые автоматические упаковочные весы — это высокоточное оборудование для дозированной упаковки сыпучих материалов (порошков, гранул), чья стабильная работа напрямую влияет на операционную эффективность и соответствие жёстким стандартам качества. Внедрение протоколированных процедур эксплуатации, интегрированных в концепцию Индустрии 4.0, позволяет минимизировать риски незапланированных простоев и максимизировать рентабельность. Критически важные аспекты включают:

1. **Предпусковой контроль с верификацией по стандартам IEC 60204-1:** Перед включением выполнять инструментальный осмотр рамы, конвейерных лент (проверка натяжения ±5%) и пневмозажимов (давление 0.6–0.8 МПа). Анализ качества электропитания через портативные анализаторы (например, Fluke 435) для исключения скачков напряжения. Фиксация результатов в цифровых чек-листах CMMS-системы (например, IBM Maximo).
2. **Регламентная очистка с валидацией по гигиеническим нормам EHEDG:** Ежесменная промывка весовых бункеров стерилизующими растворами (например, на основе перекиси водорода). Для компонентов из углеродистой стали — нанесение ингибиторов коррозии по ASTM A380, для нержавеющих сталей AISI 316L — пассивация в азотной кислоте. Автоматические системы CIP сокращают время санитарной обработки на 30–40%.
3. **Прецизионная калибровка параметров через ПЛК с интерфейсом OPC UA:** Программирование весовых диапазонов (например, 5–25 кг) с погрешностью ±0.05% от НПВ, установка скорости дозирования на основе реологических свойств материала (например, угол естественного откоса, насыпная плотность). Валидация настроек по эталонным гирям класса F1 (OIML R76) при каждой смене продукта.
4. **Стабилизация подачи материала с использованием адаптивных дозаторов:** Для сыпучих продуктов с коэффициентом трения <0.5 — применение вибрационных питателей с ЧРП, для cohesive powders — шнековых систем с обратной связью по массе. Мониторинг уровня в бункерах радарными датчиками (например, VEGAPULS) с интеграцией в SCADA для прогнозирования пополнения.
5. **Непрерывный мониторинг через встроенные системы IIoT и машинное зрение:** Тензодатчики HBM с частотой дискретизации 2000 Гц отслеживают отклонения веса в реальном времени. Камеры Basler с алгоритмами AI детектируют смещение пакетов. При превышении контрольных пределов (например, ±1σ) активируется протокол аварийной остановки по стандарту SIL 2.
6. **Валидация совместимости с материалами и быстрая переналадка по методологии SMED:** При смене продукта — перенастройка коэффициентов коррекции дозирования с валидацией по протоколам IQ/OQ/PQ. Для гигроскопичных материалов — интеграция азотных завес, для абразивных — установка износостойких сопел из карбида вольфрама (твердость ≥90 HRA).
Системное соблюдение этих принципов повышает OEE на 18–22%, снижает уровень брака до 0.05% и обеспечивает соответствие требованиям ISO 9001:2015 и GMP. Инвестиции в цифровизацию процессов эксплуатации окупаются за 10–14 месяцев за счёт сокращения затрат на непредвиденный ремонт на 25–30%.