










Китай: инновации в переработке минеральных удобрений?
2026-03-29
Когда слышишь ?инновации в переработке удобрений в Китае?, первая мысль — опять про ?зелёные? технологии или нано-добавки. Но реальность, с которой сталкиваешься на заводах, часто проще и жестче. Основной драйвер здесь — не абстрактная экология, а экономика: как снизить потери, увеличить точность дозировки и, главное, упаковать тонны продукта быстрее и без брака. Многие ожидают прорывов в химии, а ключевые изменения часто происходят на этапе, когда готовый гранулят нужно расфасовать и отправить клиенту. Вот где кроется масса проблем и, как ни странно, пространство для реальных улучшений.
Где на самом деле ищут эффективность
Работая с несколькими китайскими производителями, заметил одну вещь: фокус сместился с простого увеличения мощности линий на их интеграцию и ?интеллект?. Раньше главным было произвести больше тонн в час. Сейчас — чтобы эти тонны не терялись на транспортировке между цехами, не набирали влагу и точно попадали в мешок заявленного веса. Потери в 1-2% на упаковке при больших объёмах — это колоссальные убытки. Поэтому инновации часто выглядят как модернизация узлов: не новая химическая формула, а, например, система пневмотранспорта, которая не дробит гранулы, или весовой дозатор, который компенсирует вибрацию конвейера.
Здесь часто возникает разрыв между ожиданиями менеджмента и реальностью цеха. Руководство хочет внедрить ?цифровизацию? и ?интернет вещей?. А мастеру на линии нужен, чтобы шнек в фасовочной машине не забивался от пыли и статики. Успешные проекты — те, где решения идут снизу вверх: сначала устраняют ?узкие места? на физическом уровне, а потом уже настраивают поверх них систему сбора данных. Иначе получается красивая панель управления, показывающая неверные цифры из-за того же забитого шнека.
Конкретный пример — борьба с слёживаемостью. Можно много говорить о модификаторах и покрытиях, но если упаковочная линия не обеспечивает герметичность шва сразу после выхода горячего продукта из охладителя, все эти добавки теряют смысл. Видел, как на одном предприятии решили проблему не дорогой химией, а перепроектированием потока: сократили время между гранулятором и запайщиком, установили локальные осушители над зоной зашивки мешков. Результат по снижению брака был сопоставим с внедрением нового рецепта, но дешевле и быстрее.
Оборудование как основа изменений
Именно здесь китайские компании стали заметно сильнее. Речь не о копировании, а об адаптации. Климаты разные, сырьё разное, требования к фасовке — тоже. Европейская линия, рассчитанная на сухой климат и калиброванный гранулят, может постоянно ?капризничать? где-нибудь в Юго-Восточной Азии. Местные инженеры научились дорабатывать: усиливать антикоррозийную защиту, настраивать чувствительность сенсоров под высокую запылённость, увеличивать ресурс быстроизнашиваемых деталей в контакте с абразивными удобрениями.
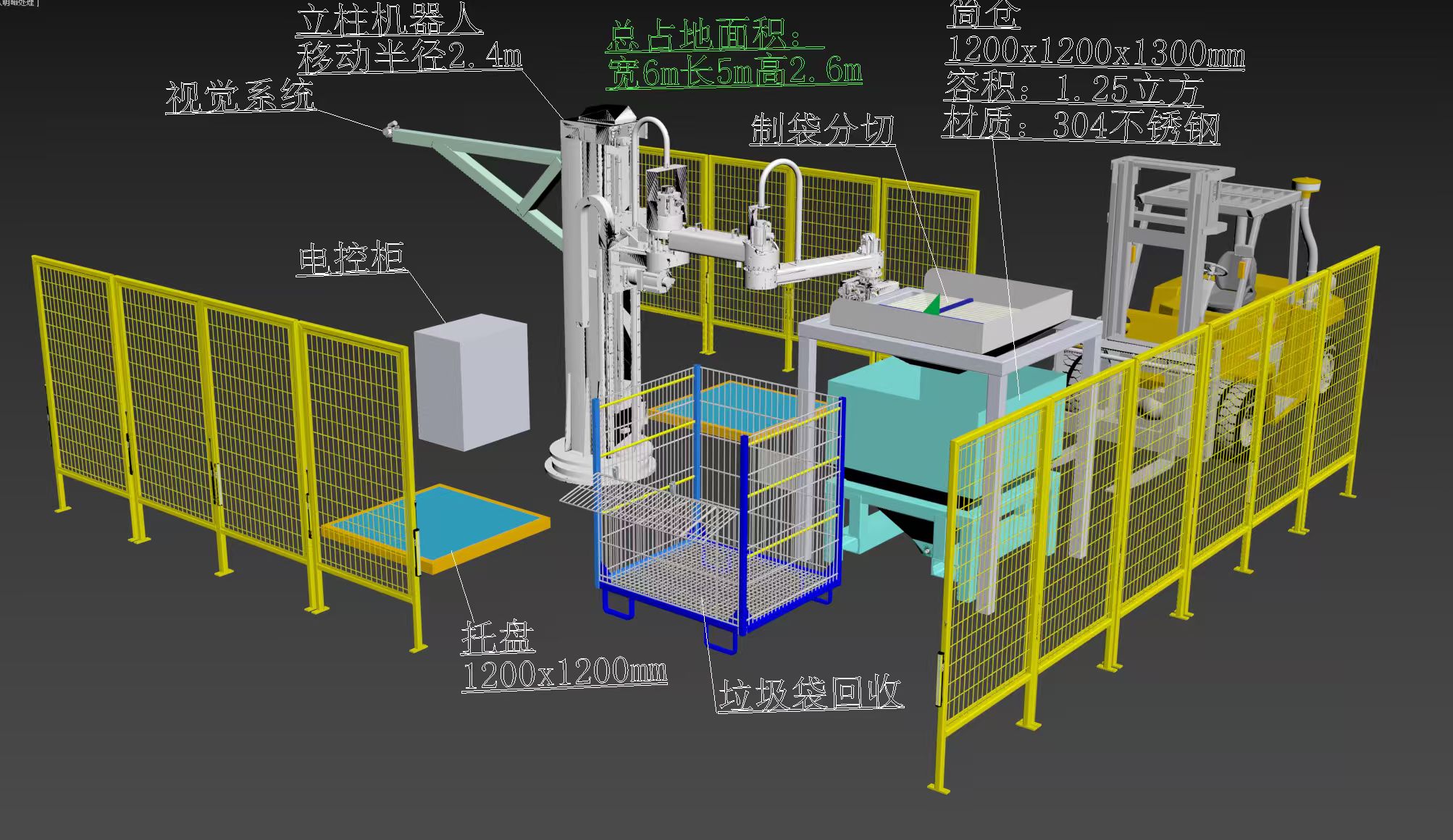
Возьмём, к примеру, автоматические паллетизаторы. Стандартная задача — ставить мешки на поддон. Но если мешки из-за остаточной влаги или статики слегка деформированы, робот с жёсткой программой даёт сбой. Китайские поставщики, которые плотно работают с заводами, стали предлагать системы машинного зрения с простой логикой: если захват не идеален, манипулятор не останавливает линию, а корректирует траекторию или отправляет ?сомнительный? мешок на дополнительный контроль. Это не революция в робототехнике, но именно такая практичная доработка, которая сохраняет темп производства.
Приведу в связи с этим пример компании, которая как раз сфокусирована на таких решениях — ООО Компания Чжэнчжоу Юйхэн. На их сайте packcn.ru видно, что спектр именно для сыпучих материалов, включая удобрения. Они позиционируют себя как специалисты по автоматическим весовым упаковочным машинам и дозирующим системам. Что важно в их подходе? В описании компании упоминается, что они располагают большим количеством высококвалифицированных специалистов с сильными техническими навыками. На практике это часто означает, что их инженеры готовы приехать на завод, изучить конкретный производственный цикл и предложить не просто станок, а модификацию под особенности продукта клиента — будь то суперфосфат, аммиачная селитра или сложные NPK-смеси.
Провалы, которые учат
Не всё, конечно, проходит гладко. Был у меня опыт внедрения одной ?продвинутой? системы автоматического дозирования и смешивания микродобавок. Всё по учебнику: точные весы, шнековые подачи, программируемый логический контроллер. Но не учли, что базовое сырьё (тот же аммофос) на разных партиях может иметь разную сыпучесть и плотность. Система, откалиброванная под один параметр, давала сбой при смене поставщика сырья. Пришлось экстренно допиливать алгоритм, вводить ручной ввод поправочных коэффициентов. Вывод: любая автоматизация в этой сфере должна иметь ?окно? для ручной корректировки под переменчивое сырьё. Абсолютная ?роботизация? пока невозможна.
Другой частый провал — чрезмерная универсальность. Оборудование, которое ?умеет всё?: фасовать, взвешивать, паллетировать, часто делает каждую операцию хуже, чем специализированная линия. Видел установку, которая должна была с нуля создавать готовые паллеты с готовой смесью. Когда ломался один модуль (тот же паллетизатор), вставала вся линия. Гораздо надёжнее оказалась схема с независимыми, но хорошо синхронизированными модулями, где поломка одного не означает полную остановку. Можно вручную временно подвозить поддоны или фасовать в биг-беги.
И ещё один момент — обслуживание. Самые инновационные решения разбиваются о простую нехватку квалифицированных механиков на месте. Поэтому успешные проекты теперь включают не просто поставку оборудования, а создание подробных видеоинструкций на местном языке, дистанционную диагностику и запас наиболее уязвимых узлов на складе завода. Без этого любая инновация превращается в груду металла после первой же серьёзной поломки.
Интеграция и данные: куда всё движется
Сейчас тренд — это даже не отдельные машины, а создание единой цифровой среды цеха. Датчики на конвейерах, весах, упаковщиках передают данные в единый центр. Цель — не просто красивая визуализация, а предиктивная аналитика. Например, система замечает, что точность дозировочного веса начала плавно снижаться. Вместо того чтобы ждать, когда выйдет за допуск и сработает авария, она сигнализирует: вероятно, изнашивается подшипник подающего шнека или засорился фильтр. Это позволяет планировать техобслуживание в плановые простои, а не в авральном режиме.
Но здесь опять встаёт вопрос о ?железе?. Цифровая система строится на данных с физических датчиков. Если датчик вибрации на редукторе поставлен неудачно или не откалиброван, то и анализ будет ложным. Поэтому сначала — надёжная аппаратная часть, потом — софт. Многие китайские интеграторы, включая упомянутую ООО Компанию Чжэнчжоу Юйхэн, сейчас идут по пути создания таких комплексных решений. Их сильная техническая подготовка, о которой сказано в описании, как раз и нужна для стыковки механики, пневматики, электрики и программного обеспечения в одну работающую систему.
Перспектива видится в гибких, модульных линиях. Не гигантский монолит, а набор ?кубиков?, которые можно быстро перенастроить под новый вид удобрения или формат упаковки (с мешка на биг-бег, например). Спрос на такое растёт, потому что рынок требует всё больше кастомизированных продуктов. И здесь инновации в переработке — это в первую очередь инновации в инжиниринге и адаптивности оборудования.
Заключительные мысли: суть инноваций
Так что же такое инновации в переработке минеральных удобрений в Китае сегодня? На мой взгляд, это смещение фокуса с чисто химических аспектов на технологические, особенно на финальных стадиях — подготовке, дозировании, смешивании и упаковке. Это прагматичный подход, где цель — не ?сделать как на Западе?, а сделать так, чтобы работало здесь и сейчас, с местным сырьём, в местных условиях и силами местного персонала.
Это история про надежность и точность. Про то, как избежать потерь уже готового, дорогого продукта. Самые значимые улучшения часто не афишируются в глянцевых журналах — это новая конструкция заслонки в бункере, материал манжеты в дозаторе, который не реагирует на агрессивную среду, или алгоритм, компенсирующий ?пульсацию? потока гранул.
Поэтому, когда говорят об инновациях, стоит смотреть не только на лаборатории, но и на цеха упаковки. Именно там, в гуще производства, рождаются те самые практические решения, которые и определяют реальную эффективность и конкурентоспособность всего предприятия. И компании, которые понимают эту связь и предлагают комплексные, приземлённые решения для этих этапов, становятся ключевыми партнёрами в отрасли.