










Китай: инновации в фасовке биг-бэгов?
2026-02-23
Когда говорят про инновации в упаковке биг-бэгов из Китая, многие сразу думают про дешевые копии или просто увеличение скорости. Это не совсем так, а часто и совсем не так. За последние лет пять-семь сместился сам фокус: теперь это не ?как сделать быстрее и дешевле?, а ?как сделать надежнее, умнее и под конкретную, часто очень капризную задачу?. Я сам сталкивался с ситуациями, когда европейский клиент сначала скептически хмыкал, глядя на предложение из КНР, а потом, после полугода эксплуатации на своем производстве минеральных удобрений, заказывал вторую линию. Но путь к этому не был прямым.
От скорости к точности и адаптивности
Раньше главным козырем китайских производителей была, конечно, цена. И многие на этом сыграли, завалив рынок машинами, которые в принципе работали, но были как бы ?слепыми?. Засыпал 25 кг — и ладно, плюс-минус 300 грамм не считалось проблемой. Сейчас же запрос другой. Возьмем, к примеру, ту же химию или пищевые добавки. Там перерасход дорогого продукта на каждом мешке — это прямые убытки. Или наоборот, недовес — проблемы с клиентом и контролирующими органами.
Поэтому инновации пошли в сторону интеллектуальных дозирующих систем. Речь не просто о весах с хорошим тензодатчиком, а о целых алгоритмах компенсации. Машина ?учится? в реальном времени: учитывает и аэродинамику продукта (тот же мелкодисперсный тальк летит иначе, чем гранулы полимера), и остаточную вибрацию, и даже изменение влажности в цеху, которое влияет на сыпучесть. Видел реализацию от одной компании из Чжэнчжоу — ООО Компания Чжэнчжоу Юйхэн (их сайт, кстати, packcn.ru), где в их флагманской линейке используется предиктивная коррекция дозы. Система анализирует динамику потока в первые секунды наполнения и заранее рассчитывает момент отсечки, чтобы попасть в допуск ±10 грамм на мешке в 25 кг. Это уже серьезно.
Но с инновациями приходят и новые ?детские болезни?. Внедряли как-то такую ?умную? линию на заводе по производству каустической соды. Все отлично работало на тестах с песком. А когда запустили реальный продукт, начались сбои. Оказалось, статическое электричество от сильно пылящего продукта сбивало показания высокочувствительных сенсоров. Пришлось срочно колдовать с системой заземления и ионными нейтрализаторами. Это тот случай, когда теория встречается с практикой цеха, и без глубокой обратной связи с реальными производствами такие инновации остаются просто красивыми картинками в каталоге.
Автоматизация не только фасовки, но и логистики единиц
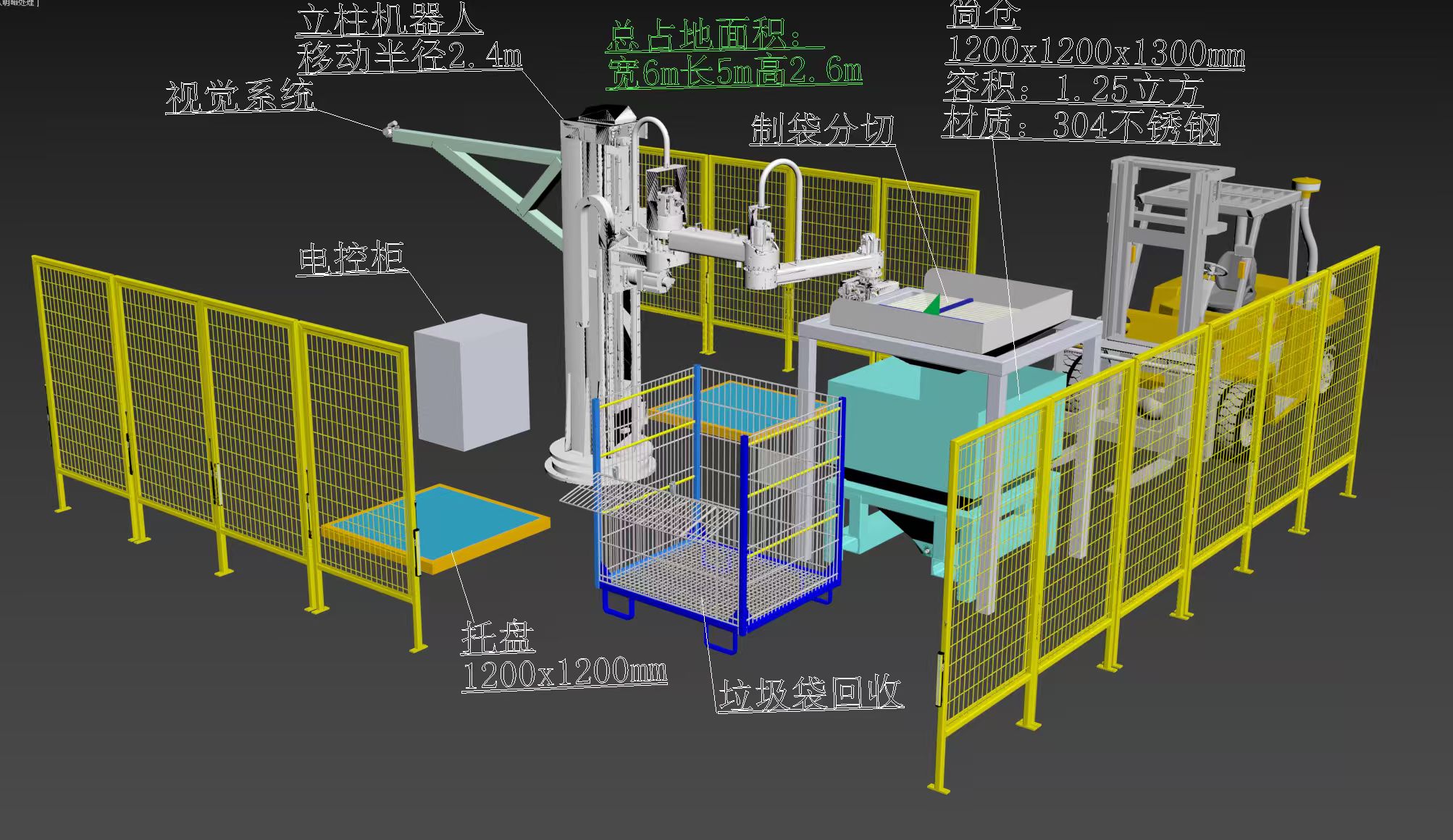
Следующий пласт — это выход за рамки самого процесса наполнения мешка. Автоматическая паллетизация перестала быть экзотикой. Раньше часто видел картину: современная фасовочная линия упирается в ручной труд двух-трех рабочих, которые таскают биг-бэги на паллету. Теперь же все чаще требуют полный цикл: наполнение, зашивание, транспортировка по конвейеру, укладка в устойчивый штабель — и все это в одну нитку.
Здесь китайские инженеры активно экспериментируют с кинематикой манипуляторов. Не просто скопировать дорогого европейского робота, а сделать свою схему, которая, возможно, медленнее на 5%, но в два раза дешевле и проще в обслуживании. Видел решения, где вместо сложного шестиосевого робота используется комбинация линейных приводов и поворотного механизма. На первый взгляд — шаг назад. Но для стандартных мешков и типовых паллет этого хватает с головой, а надежность выше на порядок. Компания ООО Компания Чжэнчжоу Юйхэн позиционирует себя как раз как разработчик комплексных решений, и в их портфолио есть такие гибридные системы. Как они показывают в своих материалах, ключ — это интеграция всех узлов под единым управлением, чтобы весовой дозатор ?разговаривал? с паллетайзером через общий интерфейс, а не через кривые адаптеры.
Однако и здесь есть подводные камни. Самая частая проблема на объектах — это несовершенство самих мешков. Казалось бы, мелочь. Но если петли биг-бэга смещены на пару сантиметров или прочность ткани неравномерная, робот-паллетайзер, запрограммированный на идеальную геометрию, либо уронит мешок, либо, что хуже, сморщит его и уложит криво, что грозит обрушением всего штабеля при транспортировке. Приходится либо ужесточать контроль качества упаковочных материалов, либо закладывать в программу робота более сложные алгоритмы распознавания и адаптации. Это та самая ?несексуальная? часть инноваций, которая съедает 80% времени на пусконаладку.
Материалы и экология: новый вектор давления
Сейчас все больше разговоров не только о машинах, но и о том, во что пакуют. Запрос на биоразлагаемые или пригодные для многократной переработки материалы растет. И это напрямую бьет по технологиям фасовки. Стандартный полипропиленовый мешок и мешок из компостируемого пластика ведут себя по-разному.
Например, у последнего может быть другая коэффициент трения, он может быть более ?рыхлым? или, наоборот, жестким. Это влияет и на процесс захвата манипулятором, и на стабильность мешка на заполняющем патрубке, и даже на процесс термоспайки клапана, если она используется. Приходится адаптировать параметры: давление захвата, скорость подачи воздуха для расправления, температуру шва. Это уже инновации на стыке машиностроения и материаловедения. Некоторые китайские производители, чувствуя тренд, начали тесно сотрудничать с заводами по производству упаковки, создавая совместные тестовые стенды. Чтобы не продавать клиенту машину, на которой он физически не сможет использовать ?зеленую? упаковку, которую требует его рынок в Европе.
У нас был опыт с фасовкой угольной пыли в мешки с повышенной барьерной защитой (многослойные, с алюминиевым напылением). И столкнулись с проблемой статики — мешки буквально прилипали к патрубку и друг к другу, сбивая весь ритм. Стандартные антистатические добавки в материал не всегда помогают. Выход нашли, интегрировав в зону загрузки дополнительный ионизирующий барьер. Это небольшое, но важное усовершенствование, которое родилось из конкретной производственной боли, а не из абстрактного ТЗ.
Роль производителя как интегратора и партнера
Отсюда вытекает главное, на мой взгляд, изменение. Ведущие китайские компании в этой сфере перестают быть просто ?производителями оборудования?. Они становятся системными интеграторами и, в какой-то мере, технологическими партнерами. Взять ту же ООО Компания Чжэнчжоу Юйхэн. Из их описания видно, что ставка делается не на голые машины, а на ?автоматизированное оборудование? как комплекс. Это правильный путь.
Потому что клиенту, в конечном счете, нужен не красивый станок, а стабильный поток правильно упакованной продукции на паллете, готовой к отгрузке. И чем больше проблем производитель сможет предвидеть и решить на этапе проектирования — от выбора конфигурации дозатора до протокола обмена данными со складской системой клиента (WMS) — тем ценнее его предложение. Это требует наличия тех самых ?высококвалифицированных специалистов с сильными техническими навыками?, о которых говорится в описании компании. Без этого просто не собрать пазл из разнородного оборудования в работающую линию.
На практике это выглядит так: приезжают инженеры не просто смерить площадку, а чтобы понять весь технологический цикл заказчика. Что было до фасовки (как продукт подается, какая у него температура, влажность)? Что будет после (как штабелируют, как хранят, как грузят)? Только так можно избежать фатальных ошибок. Помню историю, когда купили супер-современную линию, но не учли высоту потолка в цеху для подъема заполненного мешка перед паллетизацией. Пришлось экстренно ?закапывать? конвейер в пол, что вылилось в огромные непредвиденные расходы. Теперь хорошие поставщики первым делом спрашивают про габариты.
Будущее: данные и предиктивная аналитика
Куда все движется? Думаю, следующий шаг — это еще большая ?оцифровка?. Речь не о простом счетчике мешков, а о сборе полного массива данных по каждому циклу: вес продукта в момент отсечки, время наполнения, усилие на швах, температура узлов, вибрация. Это позволит перейти от планового технического обслуживания к предиктивному.
Машина сама будет предупреждать, что, скажем, износ подшипника в шнековом питателе достиг критического уровня и через 120 часов работы вероятен отказ. Или что эффективность фильтров в аспирационной системе упала, и пора их чистить, чтобы не страдала точность взвешивания. Для производителя оборудования это золотая жила — создание долгосрочных сервисных контрактов на основе мониторинга. Для клиента — минимизация простоев.
Уже сейчас некоторые производители, включая упомянутых выше, предлагают облачные платформы для базового мониторинга. Пока что функционал простой: ?включено/выключено?, ?текущая скорость?, ?авария?. Но логично ожидать, что вскоре там появятся дашборды с аналитикой эффективности (OEE), расходом энергии на мешок, прогнозами износа. Это и есть высшая форма инновации — когда физическая машина становится источником ценных данных, оптимизирующих бизнес-процесс клиента. Пока это больше в планах, но направление очевидно. Главное, чтобы за красивыми дашбордами не забывали про надежность механического узла, который в три часа ночи должен безотказно зашить пятисотый мешок за смену. Баланс здесь ключевой.