










Китай: новые технологии на заводах по переработке удобрений?
2026-04-01
Когда слышишь про ?новые технологии? в Китае, многие сразу думают про AI или роботов на сборочных линиях. Но в сегменте переработки удобрений — всё иначе. Тут ?новое? часто означает не революцию, а эволюцию: как заставить старый пресс работать на 5% эффективнее, или как интегрировать систему взвешивания, которая не ?сыпется? от постоянной влажности и агрессивной среды. Самый большой миф — что китайские заводы массово переходят на ?умные фабрики?. Нет, чаще это точечные, прагматичные апгрейды, где ключевое — не цифровизация ради цифровизации, а надёжность и снижение простоев. И вот здесь как раз интересно наблюдать, куда движется отрасль.
Где реально идёт работа: автоматизация упаковки и дозирования
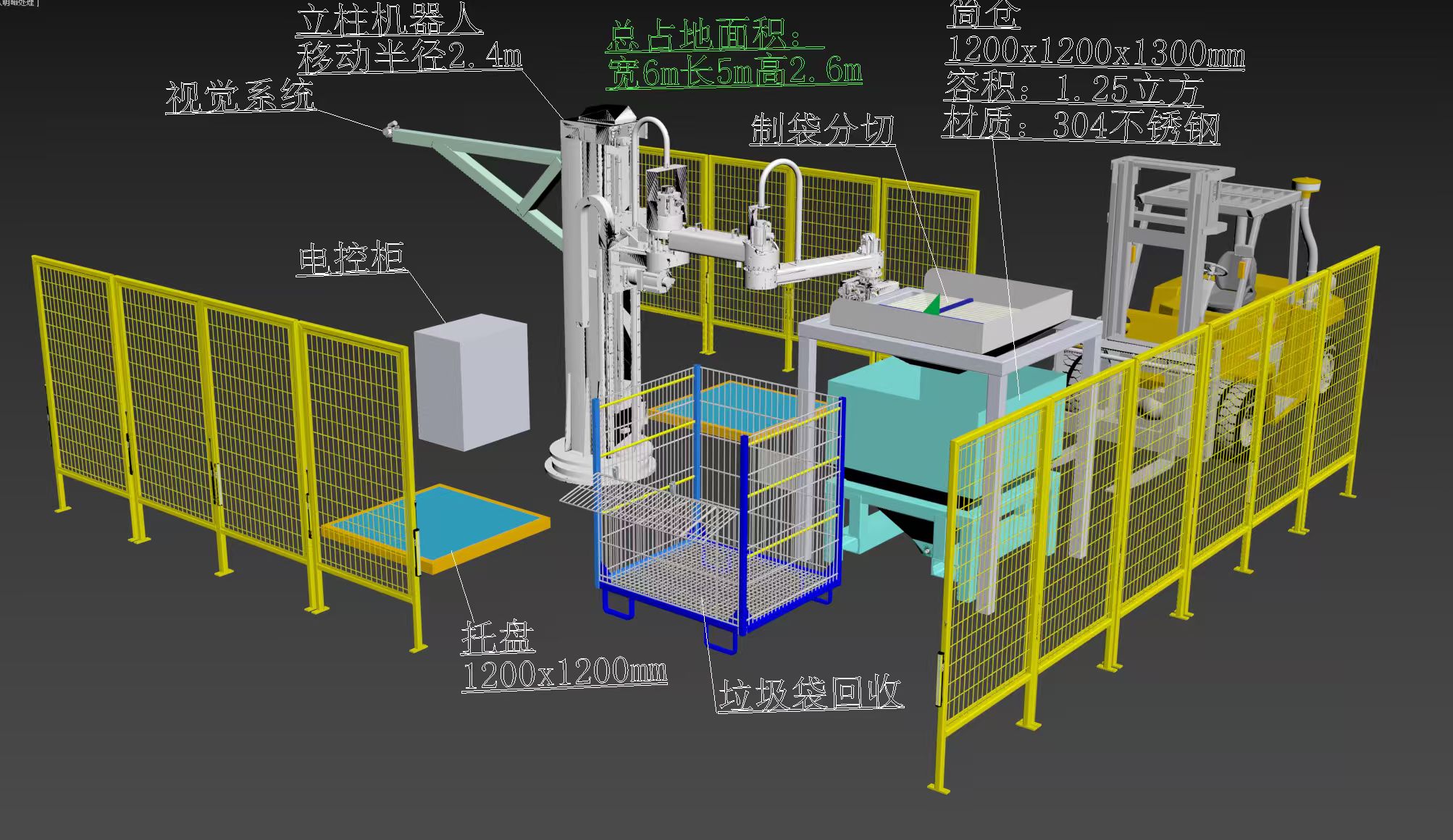
Сердце любого цеха гранулированных или порошковых удобрений — участок фасовки. Если здесь сбой, весь конвейер встаёт. Много лет стандартом были полуавтоматические линии, но сейчас запрос сместился к полному циклу: от выгрузки продукта из силоса до готового паллета. И китайские инженеры здесь не столько изобретают, сколько адаптируют. Берут, к примеру, проверенную винтовую подачу, но дорабатывают шнек и привод под специфику суперфосфата или аммиачной селитры, которые сильно слеживаются и абразивны.
Видел на одном из предприятий в провинции Хэнань решение, которое впечатлило своей простотой. Вместо сложной системы с десятком датчиков на линию дозирования они поставили каскад из двух автоматических весовых упаковочных машин с перекрёстной проверкой. Если одна ?сбивается? из-за статики на порошке, вторая корректирует. Просто, но эффективно. Потери на перевес/недовес упали с 1.2% до 0.3% — для больших объёмов это огромная экономия. Ключ был не в самой машине, а в логике её интеграции в существующий поток.
Здесь стоит упомянуть компании, которые фокусируются именно на таких решениях. Например, ООО Компания Чжэнчжоу Юйхэн (информацию о ней можно найти на https://www.packcn.ru) как раз из таких. Они позиционируют себя как специалисты по автоматическим дозирующим системам и автоматическим паллетизирующим системам. В их описании делается акцент на квалифицированных кадрах — и это не просто слова. На практике это часто означает, что их инженеры способны приехать на завод, изучить нюансы сырья (ту же влажность или плотность) и предложить кастомизацию стандартной машины. Это важнее, чем продать ?самое продвинутое? железо.
Паллетизация: задача, которая кажется простой, пока не столкнёшься с реальностью
Сложности начинаются, когда мешки нужно не просто зашить, а аккуратно и быстро сложить на паллету. Казалось бы, робот-паллетизатор — давно не новость. Но в цеху с удобрениями свои условия: пыль, которая забивает оптические датчики, постоянная вибрация от другого оборудования, необходимость часто менять схему укладки под разные форматы мешков. Видел установки, где импортные манипуляторы с тонкой электроникой регулярно ?глючили?, требуя еженедельной чистки и калибровки.
Ответом часто становится не полная роботизация, а гибридные решения. Например, автоматическая укладка первого слоя по жёсткой программе, а дальше — оператор на погрузчике догружает верхние слои, если схема нестандартная. Это не идеально с точки зрения ?Индустрии 4.0?, но зато линия не останавливается. Китайские производители оборудования, кажется, это хорошо поняли. Их автоматизированное оборудование для паллетизации часто имеет усиленную защиту приводов и упрощённый интерфейс, где мастер может сам быстро перепрограммировать несколько базовых схем укладки, не вызывая программиста.
Один из удачных кейсов, который вспоминается, — модернизация старой линии на заводе калийных удобрений. Там поставили не нового робота, а доработали существующий конвейер и механический укладчик, добавив систему вакуумного захвата от ООО Компания Чжэнчжоу Юйхэн. Захват спроектировали с большим запасом по мощности и с самоочищающимися фильтрами. Результат — скорость укладки выросла не радикально, но главное — система стала стабильно работать в трёхсменном режиме уже больше года без серьёзных поломок. Иногда надёжность важнее скорости.
Интеграция: самая большая головная боль
Можно купить лучшую упаковочную машину и самый современный паллетизатор, но если они не ?говорят? друг с другом и с вашей ERP-системой, получится просто набор железок. Вот где проваливается множество проектов по модернизации. Часто закупается оборудование у разных поставщиков, и потом месяцы уходят на стыковку протоколов. Китайские интеграторы сейчас активно работают над этим, предлагая готовые ?цифровые островки?.
Но есть нюанс. На многих заводах уровень цифровой зрелости низкий. Нет смысла внедрять сложную систему сбора данных в реальном времени, если базовое ТО выполняется по бумажным журналам. Поэтому успешные проекты часто начинаются с малого: например, внедряют систему мониторинга основных параметров (вес, скорость, простои) только на одной критической линии. Данные выводятся на простой панель в цеху, а не в ?облако?. Это даёт немедленную пользу: мастера видят, где возникают узкие места.
На своём опыте сталкивался, когда пытались сразу внедрить комплексную систему от одного известного интегратора. Она была красивой на бумаге, но требовала идеальных условий и постоянного внимания IT-специалиста, которого на заводе не было. Проект забуксовал. Гораздо удачнее оказалось сотрудничество с поставщиком, который предлагает оборудование с уже встроенным простым SCADA-интерфейсом, как часть своих автоматических дозирующих систем. Это скромнее, но работает здесь и сейчас.
Человеческий фактор и подготовка кадров
Внедрение любой новой технологии упирается в людей. Операторы, годами работавшие на старых механических весах, с недоверием смотрят на сенсорные панели. Самый критичный момент — не запуск, а первые месяцы эксплуатации, когда ?детские болезни? оборудования накладываются на человеческое сопротивление. Успешные внедрения всегда сопровождались не разовой тренировкой, а постоянным присутствием инженера-пусконаладчика на площадке хотя бы на первые несколько недель.
Именно здесь важна политика компании-поставщика. Если она, как та же ООО Компания Чжэнчжоу Юйхэн, заявляет о наличии большого количества высококвалифицированных специалистов, это должно означать готовность не просто продать, а сопровождать. На практике это выглядит как возможность позвонить не в общую службу поддержки, а напрямую инженеру, который знает твою конкретную линию. Это бесценно.
Вспоминается случай, когда после установки новой упаковочной линии возникла проблема с налипанием мелкодисперсного порошка на клапаны. Решение нашли не в инструкции, а в ходе совместного мозгового штурма нашего технолога и приглашённого специалиста от поставщика. Оказалось, нужно было чуть изменить угол подачи воздуха в системе продувки. Мелочь, но без глубокого понимания процесса со стороны поставщика такие мелочи могут парализовать работу на дни.
Взгляд вперёд: что действительно новое?
Если отбросить маркетинг, то тренд последних 2-3 лет — это не столько новые машины, сколько новые материалы и подходы к обслуживанию. Например, всё большее распространение получают износостойкие покрытия для шнеков и конвейерных лент, которые продлевают их жизнь в агрессивной среде. Или переход на частотные приводы, которые не только экономят энергию, но и позволяют плавнее регулировать поток, снижая риск образования пробок.
Другой интересный вектор — прогнозная аналитика, но опять же, в упрощённом виде. Речь не об искусственном интеллекте, а об алгоритмах, которые на основе данных о вибрации двигателя или температуре подшипника могут предупредить о возможной поломке за несколько десятков часов. Такие системы начинают предлагать в качестве опции ведущие китайские производители автоматизированного оборудования.
Итог? Новые технологии на китайских заводах по переработке удобрений — это история про прагматизм. Про то, как соединить надёжную механику с адаптивной автоматизацией, как интегрировать это в существующие, далёкие от идеала условия и как обеспечить поддержку людьми, которые разбираются в сути процесса. Революции не видно. Зато видна устойчивая, постепенная эволюция, где каждый шаг приносит конкретный экономический эффект: меньше потерь, меньше простоев, больше предсказуемости. И в этой эволюции роль компаний, которые понимают специфику отрасли до мелочей, становится только важнее.