










Китайский производитель машин для фассовки в биг-бэги: инновации?
2026-02-26
Китайский производитель машин для фасовки в биг-бэги: инновации?
Когда слышишь ?китайский производитель?, многие сразу думают о копиях и низкой цене. Но в сегменте оборудования для фасовки сыпучих материалов в биг-бэги за последние 5–7 лет картина сильно изменилась. Инновации ли это или просто грамотная адаптация? Попробую разложить по полочкам, исходя из того, что видел на выставках и при общении с заводами.
От ?железа? к системам: эволюция подхода
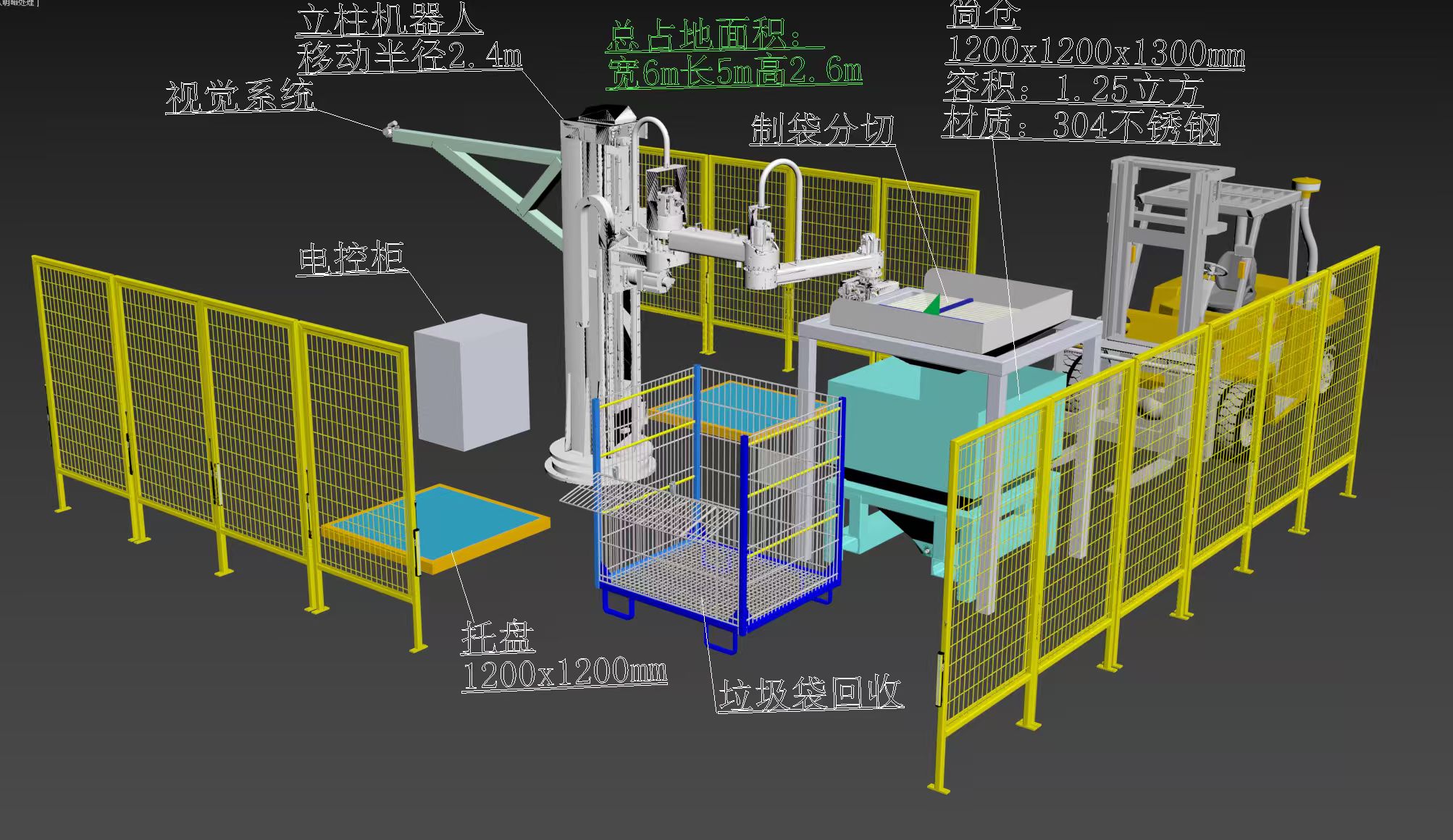
Раньше типичный китайский станок для фасовки — это была, по сути, крепкая рама, шнек или клапан, и простейший контроллер. Работает? Да. Точно? Приемлемо. Но любая сложная задача, вроде работы с абразивными материалами или требующая высокой скорости с сохранением точности, ставила в тупик. Сейчас же речь всё чаще идёт не о машине, а о фасовочной линии. Это и аспирация, и обеспыливание, и синхронизация с конвейером, и сбор данных. Взять, к примеру, компанию ООО Компания Чжэнчжоу Юйхэн (сайт их — packcn.ru). Они изначально позиционировались как производитель упаковочных машин, но сейчас в их каталоге — готовые технологические решения ?под ключ?, от дозирования до паллетирования. Это не просто маркетинг. На их стендах видно, как стыкуются модули.
Ключевой сдвиг — в понимании процесса. Раньше инженеры думали: ?Сделаем весы точнее?. Сейчас фокус на надёжности всей цепочки: подача материала из силоса, стабилизация потока, компенсация вибрации при наполнении, автоматическая зашивка и смена паллет. Инновация здесь — не в изобретении чего-то принципиально нового, а в системной интеграции и ?вылизывании? механики под конкретные, часто жёсткие, условия эксплуатации. Многие европейские интеграторы сейчас именно этого и ждут — готового, отлаженного узла, который можно встроить в свою линию.
Проблема, которую часто упускают из виду — это ?подводные камни? пусконаладки. Можно поставить суперточные тензодатчики, но если не предусмотреть систему компенсации боковой нагрузки на бункер от вибрирующего шнека, вся точность накроется. Китайские инженеры стали гораздо чаще ездить на объекты заказчиков, в том числе и в СНГ, чтобы увидеть эти нюансы вживую. Это, пожалуй, главный драйвер улучшений.
Где реальные улучшения, а где — слова?
Если говорить о конкретных узлах, то прогресс заметен в системах взвешивания. Всё чаще используется комбинированное дозирование: предварительная грубая подача и затем тонкая подгрузка. Алгоритмы стали умнее, учатся на предыдущих циклах, чтобы компенсировать слежавшийся материал или изменение давления в пневмосистеме. Но здесь есть нюанс. Часто декларируется использование ?импортных компонентов? (Siemens, Schneider Electric), что действительно так. Но ?инновационность? заключается в том, как запрограммирован ПЛК. Видел решения, где для борьбы с аэрацией порошка (когда он ведёт себя как жидкость) программисты прописывали нестандартный цикл просеивания веса — простой, но эффективный ход, рождённый на практике, а не в каталоге.
С другой стороны, слабым местом долгое время оставалась механика узла зашивки клапана биг-бэга. Игла и нить — казалось бы, просто. Но для работы с плотной полипропиленовой тканью в условиях цеха, где летит пыль, нужна особая кинематика и защита. Сейчас появились модели, где этот узел модульный и его можно снять для чистки за минуты, не разбирая пол-рамы. Это не патентная технология, но это — реальное улучшение для эксплуатационщика.
А вот с ?интеллектуальными системами диагностики? через IoT пока не всё гладко. Функция есть, можно через планшет посмотреть ошибки. Но часто это сыровато: сыпятся уведомления не о сути проблемы (?заклинило сервопривод позиционера из-за попавшей пыли?), а просто об ошибке по CAN-шине. То есть, идея вброшена на рынок, но глубина проработки отстаёт. Это типично для фазы быстрого копирования трендов.
Кейс: когда адаптация важнее изобретения
Расскажу про один проект, о котором узнал от технолога. Завод минеральных удобрений в Казахстане закупил линию с фасовочной машиной. Материал — гигроскопичный, слеживается, пылит. Стандартное решение с пневмозатвором не подошло — были простои на прочистку. Производитель, та же ООО Компания Чжэнчжоу Юйхэн, прислал инженера. Вместо того чтобы менять всю машину, они предложили гибридный узел подачи: шнек с переменным шагом + короткий вибролоток в конце для ?разрыхления? потока. И главное — доработали программно, чтобы при простое более 2 минут включался кратковременный реверс шнека для самоочистки. Оборудование работает. Это инновация? Скорее, грамотная инженерная адаптация, но именно за это и платят деньги.
Из описания компании на их сайте видно, что они делают ставку на квалификацию персонала: ?большое количество высококвалифицированных специалистов с сильными техническими навыками?. В этом, возможно, и есть их преимущество. Не самый дешёвый на рынке, но способный к нестандартным доработкам. Для многих производств возможность получить машину, доработанную под их уникальный, ?некаталогный? материал, ценнее, чем самая продвинутая, но жёсткая стандартная модель из Европы.
Провальный случай тоже был на памяти. Попытка внедрить ?роботизированную? систему завязки строп без оператора для нестандартных мешков. Концепция красивая, но на практике датчики зрения не справлялись с изменением освещения в цеху и разной степенью наполненности мешка. Вернулись к полуавтоматическому режиму. Вывод: там, где нужна гибкость восприятия, как у человека, машины всё ещё проигрывают, и китайские производители это уже усвоили — не гонятся за абсолютной автоматизацией ради галочки.
Цена, качество и миф о ?полном копировании?
Ценовое преимущество, конечно, остаётся. Но разрыв сокращается. Когда к базовой машине добавляешь импортную частотную регулировку, сервоприводы, систему пылеудаления и взрывозащищённое исполнение, цена может приблизиться к бюджетным европейским брендам. Покупатель теперь платит не за ?просто китайский станок?, а за конфигурацию. И здесь важен выбор. Можно купить дешёвый вариант, но тогда, возможно, придётся мириться с обычными подшипниками качения в узлах, где лучше были бы подшипники скольжения с графитовой вставкой для работы в пыли.
Миф о полном копировании устарел. Да, базовые конструктивы похожи — законы физики едины. Но сейчас идёт активная работа по применению новых материалов. Например, использование полиуретана определённой твёрдости для виброизоляторов или износостойких сплавов для витков шнека при работе с абразивом. Это не копирование, это уже подбор и применение знаний на практике.
Качество сборки… Оно всё ещё плавает от производителя к производителю и даже от партии к партии. Но появился сегмент ?премиум?-линеек у крупных игроков, где контроль на выходе жёстче. Это видно по мелочам: по аккуратности сварочных швов, покраске, маркировке проводов. Компания, которая хочет долго работать на внешнем рынке, как упомянутая Юйхэн, вынуждена держать эту планку.
Что в итоге? Инновации как процесс, а не продукт
Так являются ли китайские производители инноваторами в этой области? Если ждать от них прорывных технологий, меняющих парадигму, — пока нет. Их сила — в другом. Это инновации как быстрый ответ на запрос рынка. Запрос на более дешёвую автоматизацию, на оборудование для сложных материалов, на готовые решения ?из коробки? для быстро растущих рынков Азии, Африки, СНГ.
Их продукт эволюционирует не в лаборатории, а на реальных заводах, сталкиваясь с реальными проблемами: от тропической влажности до сибирского мороза. Каждая такая доработка — шаг вперёд. Поэтому, когда сейчас смотришь на современную китайскую фасовочную линию, видишь не копию, а продукт, прошедший через множество итераций и практических испытаний.
Будущее, думаю, за углублением этой специализации. Не ?машина для всех материалов?, а узкоспециализированные решения для цемента, для пищевого сахара, для металлической стружки. И здесь китайские производители, с их гибкостью и скоростью разработки, имеют все шансы занять очень прочные позиции. Главное — не растерять этот практический, приземлённый подход к инженерным задачам, который у них сейчас хорошо работает.