










Китай: инновации в переработке органических удобрений?
2026-03-31
Когда говорят об инновациях в переработке органических удобрений в Китае, многие сразу представляют гигантские биогазовые установки или сложные химические процессы. Но реальность, по моим наблюдениям, часто оказывается иной — прорыв происходит в связке механики, автоматизации и понимания сырьевого потока. Именно здесь, на стыке, и кроется основной прогресс последних лет.
От сырья к продукту: где теряется эффективность
Основная проблема, с которой мы сталкивались на старте многих проектов, — это непонимание вариативности сырья. Навоз, растительные остатки, осадки сточных вод — каждый тип ведет себя по-разному на этапе предварительной обработки. Стандартные дробилки или сепараторы, которые хорошо работают на одном материале, на другом дают или слишком крупную фракцию, или, наоборот, превращают все в пыль, непригодную для дальнейшего компостирования. Ключевым стало не просто измельчение, а подготовка сырья к оптимальной ферментации.
Здесь и появился спрос на более интеллектуальные линии. Речь не о роботах, а о системах, которые могут адаптироваться. Например, датчики влажности и плотности на входе, которые корректируют режим работы оборудования. Мы видели попытки внедрить импортные линии ?как есть?, но они часто не выдерживали местных реалий — например, высокого содержания песка в некоторых видах навоза, что приводило к ускоренному износу. Пришлось искать или разрабатывать решения на месте.
Один из показательных случаев был на птицеводческом комплексе. Там стояла задача перерабатывать подстилочный помет с высоким содержанием опилок. Стандартный ворошитель компоста не справлялся — масса была слишком рыхлой и не прогревалась равномерно. Решение пришло со стороны изменения геометрии барабана ферментера и скорости его вращения, что позволило лучше перемешивать и аэрировать именно такой тип субстрата. Это типичный пример, когда инновация — это не новый химикат, а доработка механики под конкретную задачу.
Автоматизация: не для галочки, а для стабильности качества
Слово ?автоматизация? в отрасли иногда понимают слишком узко — как замену ручного труда на кнопки. На деле же ее главная ценность в переработке удобрений — это стабилизация параметров процесса, что напрямую влияет на качество конечного продукта. Неконтролируемая ферментация дает на выходе товар с разной степенью зрелости, а значит, и разной эффективностью.
Сейчас активно внедряются системы автоматического дозирования микробиологических препаратов и корректировщиков влажности. Но сложность в том, чтобы они работали не по жесткому таймеру, а по данным с датчиков температуры и газоанализаторов внутри бурта. Мы тестировали несколько таких решений. Некоторые были излишне сложными и требовали постоянного присутствия инженера, другие — слишком примитивными. Золотая середина — это надежная система, которую может обслуживать штатный технолог предприятия.
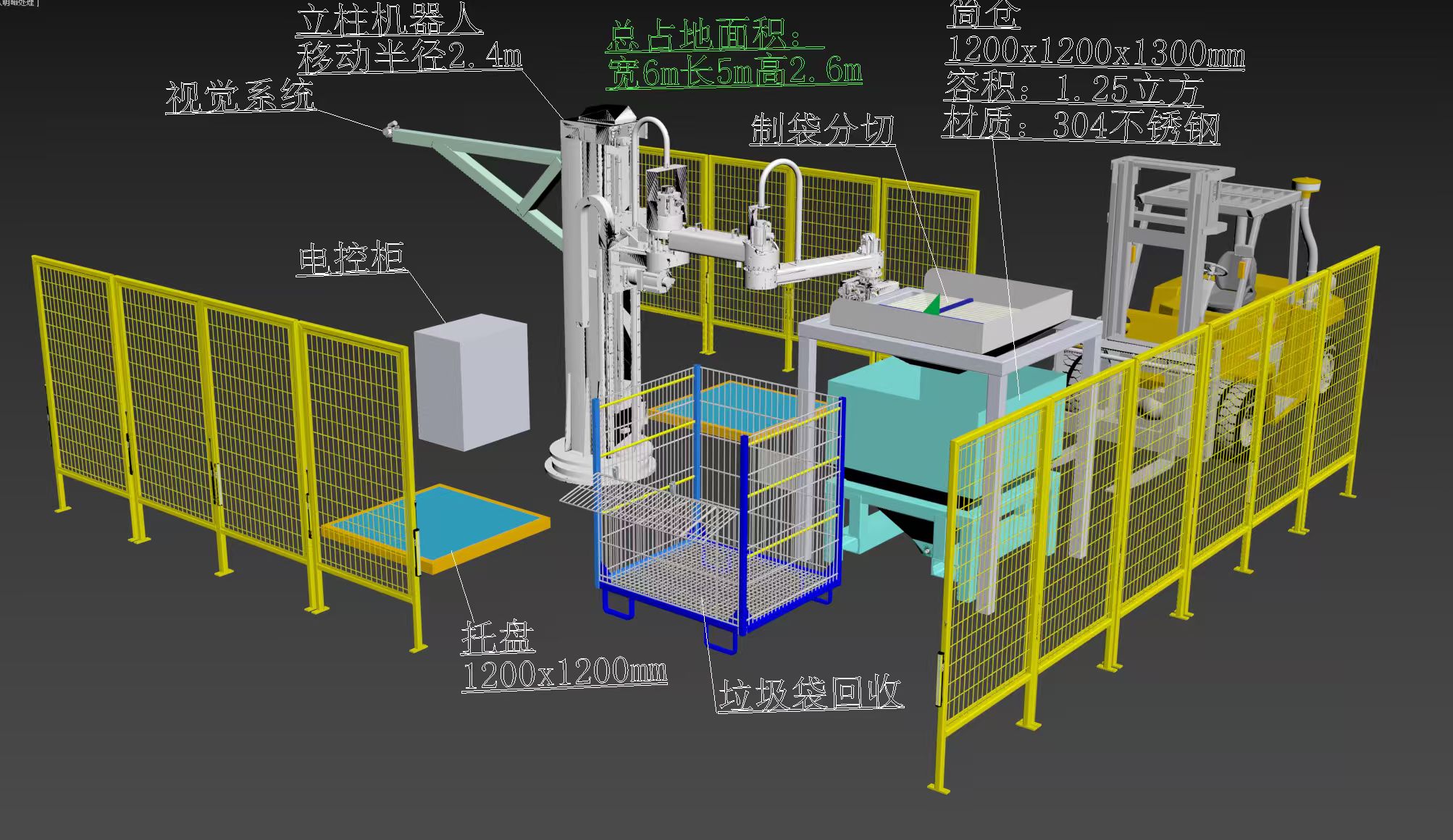
В этом контексте стоит упомянуть компании, которые специализируются именно на таком стыковочном оборудовании. Например, ООО Компания Чжэнчжоу Юйхэн (сайт: https://www.packcn.ru), которая занимается разработкой автоматических весовых упаковочных машин, дозирующих и паллетизирующих систем. Их оборудование часто можно встретить на финальных участках современных линий по производству гранулированных органических удобрений. Важен их подход: они не просто продают машину, а часто адаптируют ее под нестандартные условия заказчика, например, под высокую запыленность цеха или под специфическую форму мешков. Это как раз тот практический вклад в инновации, который не всегда заметен на бумаге, но критически важен на производстве.
Гранулирование: битва за форму и сохранность свойств
Переход от сыпучего компоста к грануле — это, пожалуй, самый технологичный этап. И здесь масса подводных камней. Основная задача — не просто спрессовать порошок, а сделать это так, чтобы гранула имела достаточную прочность для транспортировки, но при этом быстро растворялась в почве и не ?сжигала? полезную микрофлору из-за перегрева при прессовании.
Много экспериментировали с температурой и давлением в грануляторах. Слишком высокая температура убивала часть полезных микроорганизмов, превращая удобрение в простой органический субстрат. Слишком низкая — не давала нужной прочности. Пришлось углубляться в тонкости подготовки массы перед гранулятором: тонкость помола, остаточная влажность, добавление связующих веществ природного происхождения, например, мелассы или определенных видов глин.
Интересный провальный опыт был связан с попыткой использовать стандартный гранулятор для комбикормов. Оборудование было мощным, но органика — материал более абразивный и капризный. Матрицы и ролики изнашивались в разы быстрее, чем при работе с зерном, а гранулы часто крошились. Это заставило искать специализированные решения или серьезно модернизировать существующие, усиливая ключевые узлы и подбирая другие материалы для рабочих поверхностей.
Экономика процесса: без чего инновации мертвы
Любая, даже самая красивая технология, упирается в вопросы рентабельности. В переработке органики это особенно остро: сырье часто распределено, логистика дорога, а цена конечного продукта не может быть космической. Поэтому инновации здесь часто имеют прикладной, утилитарный характер — как снизить энергопотребление, увеличить ресурс оборудования, сократить долю ручного труда.
Например, большой эффект дало внедрение рекуператоров тепла из вытяжного воздуха ферментационных цехов. Это тепло шло на подогрев воды для увлажнения сырья или на отопление вспомогательных помещений. Кажется мелочью, но на масштабе года экономия на энергоносителях получалась существенной. Это не патентованная высокотехнологичная новинка, а грамотное инженерное решение.
Другой момент — универсальность линии. Строить завод под один вид сырья рискованно. Современные проекты все чаще закладывают возможность переработки 2-3 типов субстратов с минимальной переналадкой. Это требует более гибкой конструкции оборудования, но значительно повышает устойчивость бизнеса. Видел проекты, которые изначально были заточены только под куриный помет, а когда ситуация на рынке изменилась, оказались на грани остановки. Гибкость — это тоже инновация.
Взгляд вперед: что еще в запасе
Куда дальше двигаться? На мой взгляд, основной потенциал лежит в области глубокой аналитики данных с производства и предиктивной аналитики. Не просто сбор показателей, а системы, которые на основе данных о сырье и параметрах процесса могут прогнозировать качество выходящего продукта и рекомендовать корректировки. Это следующий уровень после базовой автоматизации.
Также все больше внимания уделяется ?чистоте? процесса с экологической точки зрения — не только очистке выбросов, но и полному циклу, включая упаковку. Здесь снова всплывает тема автоматизации финишных операций. Надежные упаковочные и паллетизирующие линии, такие как те, что производит ООО Компания Чжэнчжоу Юйхэн, позволяют минимизировать потери продукта, обеспечить точный вес и презентабельный товарный вид, что важно для выхода на розничные сети. Их роль в цепочке создания конечного, готового к продаже продукта трудно переоценить.
В итоге, если обобщить, инновации в китайской переработке органических удобрений — это не про единичные сенсационные изобретения. Это про постепенную, иногда даже рутинную, оптимизацию всего цикла: от приемки сырья до отгрузки мешка покупателю. Это работа инженеров и технологов, которые знают процесс изнутри и улучшают его там, где это дает реальный экономический или качественный эффект. И в этой работе как раз и рождается та самая практическая новизна, которая и движет отрасль вперед.