










Китай: паллетирование заводы — новые технологии?
2026-03-01
Когда слышишь ?Китай? и ?паллетирование? в одном предложении, многие сразу думают о дешёвых конвейерах и копиях старых европейских линий. Я и сам так думал лет десять назад. Но сейчас ситуация — другая. Вопрос не в том, есть ли новые технологии, а в том, какие именно из них реально работают на заводском полу, а какие остаются красивыми картинками на выставках.
От простой автоматизации к гибким системам
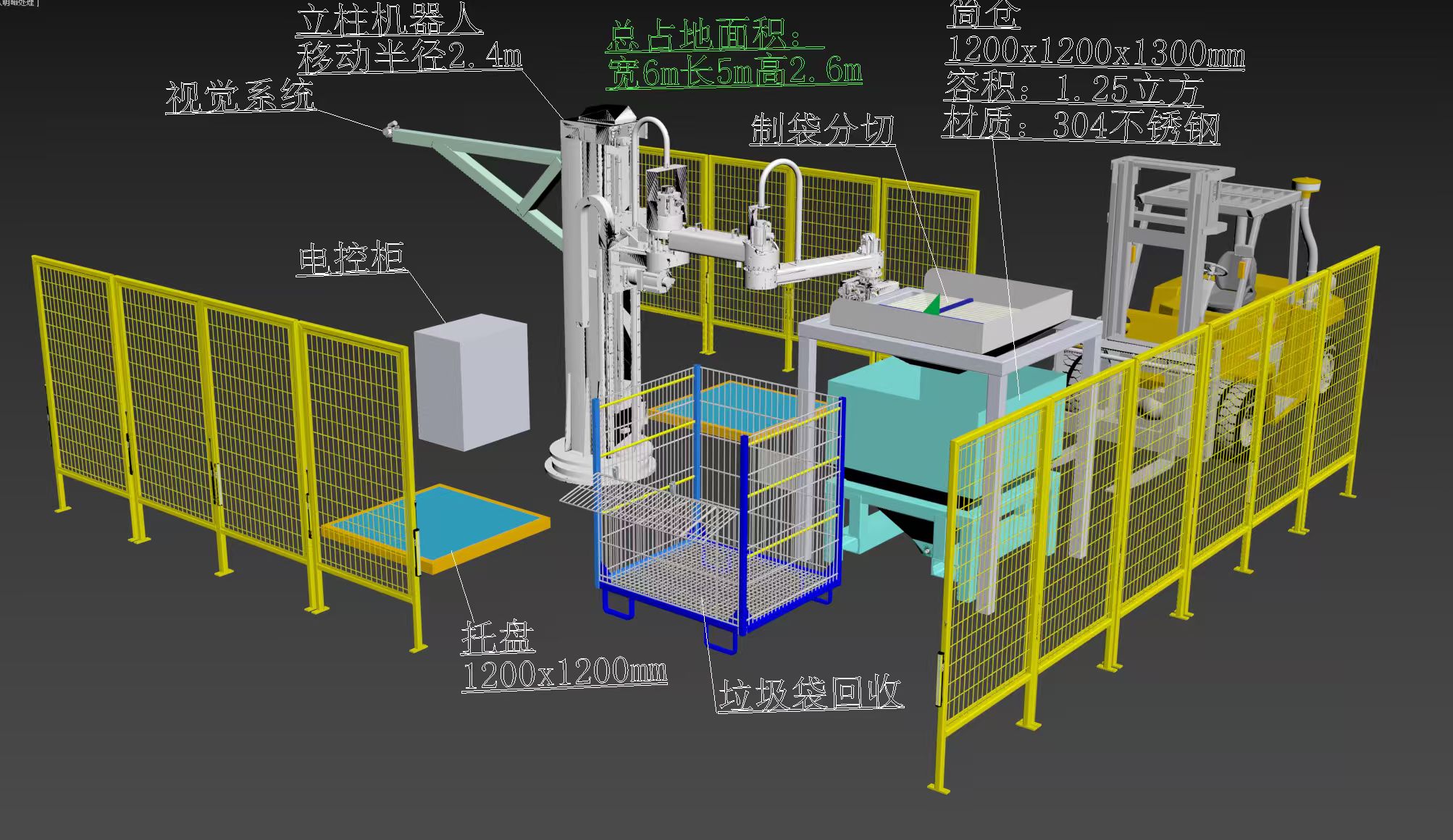
Раньше китайское паллетирование — это был, по сути, прочный робот-манипулятор, часто на базе готовых компонентов, который тупо ставил коробки на поддон по одной программе. Сбой в размере тары — и всё, остановка линии. Сейчас фокус сместился. Речь идёт о системах, которые могут адаптироваться. Например, линия, которая сама распознаёт разные типы паллет и перестраивает схему укладки, или интегрированное зрение, корректирующее позицию коробки ?на лету?.
Но вот нюанс: не все заводы-производители в Китае действительно разрабатывают это ?зрение? и ПО с нуля. Многие берут готовые камеры и софт у сторонних специалистов и интегрируют в свою железку. Это не плохо, просто нужно понимать, что ты покупаешь — комплексное решение от одного вендора или сборную солянку. Для конечного пользователя разница в надёжности и техподдержке может быть колоссальной.
Я видел проект на фабрике упаковочных материалов, где как раз внедряли такую ?умную? линию. Софт для распознавания был от одной фирмы, манипуляторы — от другой, а общую сборку и наладку делал местный интегратор. Первые полгода ушли на то, чтобы заставить всех этих ?неродных? компонентов стабильно общаться друг с другом. История, в общем-то, типовая.
Где кроется реальная инновация: механика vs. управление
Многие ждут прорывов в механике — более быстрые, более мощные роботы. Но по моим наблюдениям, главный прогресс последних лет — в системах управления и планирования. Автоматические паллетизирующие системы теперь редко работают изолированно. Они — часть цепочки WMS (складской системы управления). Робот получает задание не просто ?уложить 100 коробок?, а ?сформировать смешанный паллет для конкретного грузовика в 14:30?.
Это требует другого уровня программирования и, что важнее, стабильности передачи данных. Китайские инженеры здесь сильно подтянулись. Взять, к примеру, компанию ООО Компания Чжэнчжоу Юйхэн (их сайт — packcn.ru). Они позиционируют себя как разработчики полного цикла. В их случае, судя по описанию проектов, упор делается именно на интеграцию своего автоматического оборудования в общую логистическую схему клиента, а не на продажу отдельного станка.
Их профиль — это автоматические весовые упаковочные машины, дозаторы и паллетайзеры ?под ключ?. Наличие своих технарей, о котором говорится в описании, критически важно именно для такой сквозной интеграции. Потому что когда что-то ломается или требует перенастройки, звонить в три разные конторы — это потеря времени и денег.
Проблемы внедрения: о чём не пишут в брошюрах
Самая большая иллюзия — что купил, привез, подключил и оно поехало. С новыми, сложными системами паллетирования так не бывает. Особенно если речь о модернизации старого цеха. Первая проблема — подготовка площадки. Часто требуется идеальный пол, дополнительные силовые линии, специфическая вентиляция для электрошкафов.
Вторая — персонал. Оператору старой полуавтоматической линии недостаточно дать трёхдневный инструктаж. Нужен хотя бы один технолог или механик, который вникнет в логику работы системы, поймёт основы диагностики ошибок через HMI-панель. Без этого любая мелкая неполадка ведёт к простою и вызову сервисной бригады, которая может быть за тысячу километров.
Был у меня опыт с установкой высокоскоростного паллетайзера для пищевой продукции. Техника вроде бы работала, но постоянно сбоила при смене типа поддона. Оказалось, поставщик не учёл, что клиент использует дешёвые, слегка деформированные деревянные паллеты. Датчики позиционирования их неверно считывали. Пришлось на месте колдовать с чувствительностью сенсоров и добавлять направляющие. Такие мелочи редко учитываются на этапе проектирования.
Кейс: когда ?новые технологии? оказались избыточными
Хочется рассказать и об обратной стороне. Один мой знакомый владелец фабрики решил ?не мелочиться? и заказал самую навороченную линию с роботизированными захватами, 3D-сканированием каждой пачки и облачной аналитикой производительности. Линию смонтировали, она работала. Но.
Выяснилось, что 80% её ?интеллектуальных? функций просто не нужны. Их ассортимент и типоразмеры тары оказались очень стабильными. Облачная аналитика выдавала красивые графики, которые никто в цеху не смотрел — мастеру нужны были простые цифры ?сколько паллетов в час?. А сложность системы привела к тому, что среднее время на устранение сбоев выросло втрое по сравнению со старой, более простой машиной.
Мораль: часто надёжная, немного консервативная, но идеально подогнанная под конкретный техпроцесс система оказывается выгоднее и эффективнее ?последнего слова техники?. Задача инженера — найти эту грань. Компании вроде упомянутой ООО Компания Чжэнчжоу Юйхэн, судя по всему, это понимают, делая акцент на производстве оборудования под потребности клиента, а не на продаже абстрактно ?инновационного? продукта.
Что в сухом остатке? Взгляд в ближайшее будущее
Итак, новые технологии в китайском паллетировании есть, и они вполне реальны. Но их суть — не в футуристичном дизайне, а в повышенной гибкости, интеграционной способности и, как ни странно, в упрощении обслуживания. Тренд — это модульность, возможность легко заменить или улучшить один узел (например, систему зрения), не перестраивая всю линию.
Ожидать каких-то революций вроде бесконтактного левитирующего паллетирования в ближайшие годы не стоит. Эволюция будет идти по пути уменьшения энергопотребления, увеличения ресурса ключевых компонентов (тех же ремней или захватов) и, повторюсь, упрощения интерфейса для пользователя.
Китайские производители, особенно те, что имеют полный цикл вроде Чжэнчжоу Юйхэн, сейчас находятся в хорошей позиции. Они могут быстро тестировать и внедрять решения на своих внутренних полигонах, опираясь на опыт с местных заводов. Их ?новые технологии? — это часто не сырые идеи, а уже обкатанные на практике апгрейды. Для покупателя это, пожалуй, самый важный критерий: не что написано в рекламном каталоге, а сколько таких систем уже монотонно и без сбоев стучит по поддонам в цехах по всему миру.